簡述PE鋼帶波紋管管道的拼接工藝
發布日期:2017-07-10 00:00 來源:http://www.zssjled.cn 點擊:
簡述PE鋼帶波紋管管道的拼接工藝
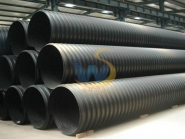
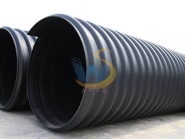
鋼帶增強聚乙烯螺旋波紋管以高密度聚乙烯為基本,用表面涂敷粘接樹脂的鋼帶成型為波形作為主要支撐結構,并與聚乙烯材料纏繞復合成整體的雙壁螺旋波紋管。按其環剛度可分為SN8、SN10、SN12.5、SN16四個等級,管道埋深越深則所需環剛度越大。
管道基礎施工及砂墊層施工合格后,就可以進行下管了。管道下完后進行排管,管道排好后,對管道標高調整,使其與設計標高相符。并在管道接口位置處將15cm厚砂墊 層掏出,寬度為管道接口兩側各50cm。
大連PE鋼帶波紋管管口拼接合格后對管道進行固定,避免管道發生位移,影響管口對接質量。固定完成后先用濕抹布擦拭管材外壁灰塵,再用干抹布擦拭。用鋼絲刷對管口進行打毛處理。
電熔帶安裝完成后,用專用鐵皮帶及可調節尼龍帶進行固定。先緊尼龍帶至電熔帶與管外壁緊貼,用改錐調整電熔帶至管口接縫中央位置,然后緊尼龍帶使電熔帶與管外壁密貼。完成后接通電源進行電熔焊接。電熔帶與管壁完全融合后,停止焊接(相關焊接參數由廠家提供數據及現場試驗確定),待電熔帶冷卻至常溫,拆除固定裝置。
鋼帶增強聚乙烯螺旋波紋管收縮性大,曾在工地做過試驗在低溫和高溫下,管材的收縮率可達到1%。所以,焊接宜選在一天溫度較低時進行,焊接完成后回填砂覆蓋管道,除焊接管口不回填,待閉水試驗合格后回填。